






淬火是將鋼材加熱到臨界溫度以上溫度,使之奧氏體化,然后以大于臨界冷卻速度的速度冷卻到以下(或附近等溫)進行馬氏體(或貝氏體)轉變的熱處理工藝。激光淬火又稱為激光相變硬化,激光淬火是將傳統熱源改為激光加熱。盡管目前激光表面淬火技術的應用還不及傳統熱處理技術那樣廣泛和成熟,但由于其具有的獨特優越性,正日益受到人們的重視。
一、激光淬火與傳統齒輪熱處理工藝的比較
傳統齒輪熱處理工藝方法主要有火焰加熱表面淬火、感應加熱表面淬火和滲碳淬火;
1.火焰加熱表面淬火是一種傳統的熱處理工藝,其原理是用火焰將鋼件表層加熱到奧氏體轉變溫度后,隨即進行淬火冷卻,使奧氏體轉變為馬氏體,從而得到較高硬度且耐磨的鋼件。工藝簡單,操作靈活, 成本低。但淬火質量不穩定、效率低;淬火面積大時,均勻性差;可控性差。
2.感應加熱表面淬火是應用最廣的傳統表面淬火方法,它利用電磁感應在鋼件表層所產生的熱效應將鋼件表層加熱到臨界溫度后,迅速冷卻,使奧氏體轉變為馬氏體,從而得到較高硬度且耐磨的鋼件。加熱速度較快,加熱時間較短,淬火質量比火焰加熱表面淬火好,但一般需專用頻率的電源,每種淬火工件均需特制的感應加熱器。
3.部分大載荷高速齒輪為了使基體具有強韌性能而齒面耐磨,采用低碳鋼表面滲碳后淬火、回火,或采用中碳鋼整體調質處理后表面滲氮等化學熱處理。此類工藝目前雖可滿足使用性能要求,但工藝流程長、能耗高、成本高,且造成環境污染。此外,滲碳處理的齒輪變形大,加大后期精加工工作量;滲氮處理的齒輪在使用中有剝落現象。
4.與其他熱處理技術相比,激光淬火過程無須使用外加材料,通過快速加熱快速冷卻過程即能獲得晶粒極細的馬氏體,位錯密度相對于常規淬火更高,被處理工件形變極小,處理層和基體結合強度高,具有較高的硬度和耐磨性。另外,可調整的硬化層深淺可達0.1-1.5mm,硬度相對于傳統淬火可提髙5-10HRC。
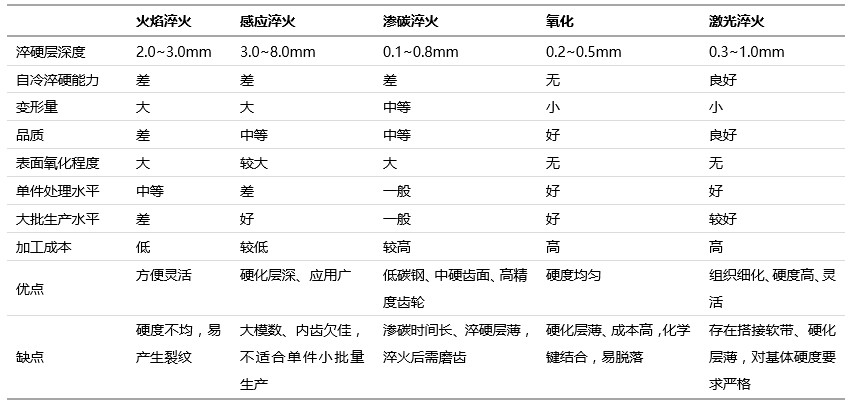
激光淬火與傳統表面淬火方法的比較
二、單光束螺旋掃描齒輪激光淬火工藝
1.硬化層形成機理
激光淬火過程中存在熱傳導、熱對流和熱輻射過程。齒輪的激光淬火過程,加熱區可以分為上、中、下三層,上層為高溫表層,中層為過渡層,下層為冷基體。顯然,冷卻從下層向上層逐級進行,冷卻時表層的熱量通過下層基體材料導出,其冷卻速度決定了淬火后馬氏體含量占基體百分比。為了得到理想的淬火硬度可以調整激光工藝,得到細晶粒馬氏體組織。
2.單光束螺旋掃描
單光束螺旋掃描示意如下圖所示,加工時激光光斑照射在齒面齒寬方向的一端并保持位置不變,齒輪安裝在主軸上作回轉運動,同時工作臺帶動齒輪作軸向進給運動( 提供沿齒寬方向的激光淬火帶搭接寬度) ,最后得到的掃描軌跡就是帶有搭接的螺旋帶。
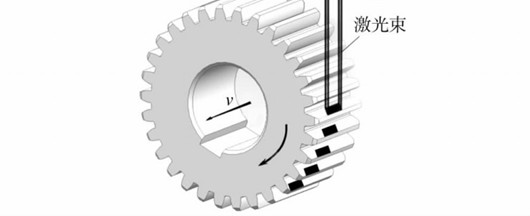
單光束螺旋掃描齒輪激光淬火示意圖
三、工藝參數
a.齒輪偏置量
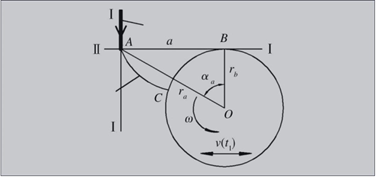
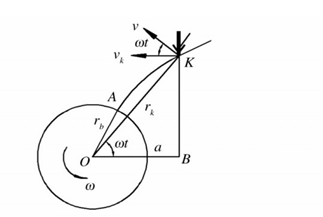
相鄰輪齒受到激光掃描時會發生干涉,必須使激光束與齒輪的軸線保持一定的距離,即偏置量α。根據圖所示:
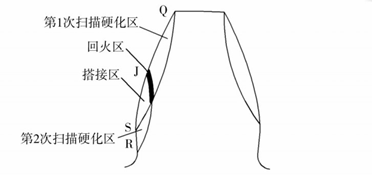
齒廓RSJQ中的RS段和SQ段因形成機理不同而應分別掃描,則可以得到兩個偏置量和。根據幾何知識和漸開線方程可以得到:
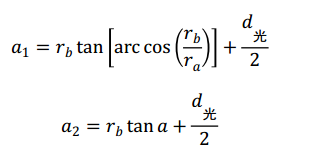
式中:為基圓半徑,為齒頂圓半徑,α為分度圓壓力角,為光斑直徑。
b.激光掃描速度
激光掃描速度即工件與激光束的相對運動速度。因為齒廓的特殊結構,故掃描速度必然是變速的齒輪漸開線上任意一點K的速度:
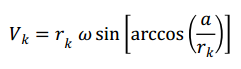
式中:漸開線上點的極徑,ω為齒輪轉動角速度。
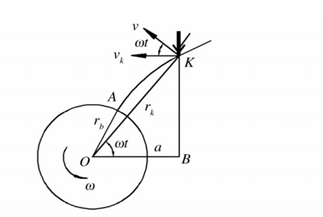
如圖隨著激光束從齒頂到齒根移動,速度不斷減小,這就可能發生齒頂與齒根溫差巨大的現象。故此,應該使掃描速度變化,使得齒頂齒根處的實際掃描速度基本保持恒定,通過編程對其掃描速度進行改變。
c.激光入射角
激光入射角是指激光束中心線與其所照射到的齒輪齒面的法線的夾角。在齒輪激光淬火過程中,激光入射角和掃描速度對齒面能量有綜合性影響,兩者如能相輔相成則有利于獲得沿齒廓均勻分布的硬化層。入射角可以用下式計算,式中β 為激光入射角:
d.離焦,光斑尺寸,激光功率
離焦量決定了激光功率密度,離焦量越大,光斑的尺寸越大,功率密度越小,試樣表面單位面積上所獲得的能量就相應降低,致使加熱溫度降低,從而導致了表面硬度降低。光斑尺寸決定了激光單次掃描的范圍。激光功率的大小決定了激光功率密度大小,離焦,光斑尺寸,激光功率三個參數共同決定了激光功率密度。
四、設備
1.激光器
實驗使用了創鑫激光MFMC-3000W多模激光器,MFMC-3000W多模激光器主要應用于激光切割、激光焊接、激光熔覆、激光釬焊、激光表面熱處理等。

2.淬火頭(積分鏡)
功率:最高6KW;
適用波長:900-1100nm;
焦距:300;
準直:100;
積分鏡光斑:20*2;
光纖接口:QBH
3.工作臺
三軸數控工作臺加旋轉變位機
4.樣品

五、總結分析
1.齒輪激光淬火工藝過程復雜,必須嚴格控制各個參數保證淬火過程穩定。
2.采用單光束螺旋掃描工藝方法,均可獲得沿齒廓均勻分布的硬化層。齒面激光淬火時,必須注意搭接區位置及層深,否則硬化層容易剝落,影響使用壽命。
3.輔助冷卻技術對于小尺寸齒輪,基體與激光熱處理部位的溫度梯度可能不到基體自淬火要求。因此應增加輔助冷卻措施,加速輪齒冷卻速度,使其迅速達到臨界值。同時,輔助冷卻也能減弱二次回火現象,確保獲得良好的硬化效果,可根據實際生產需求設計。




